ΚΗΫ”ΦΦ θ
Τϊ≥ΒΑεΒψΚΗ
ΒψΚΗΉςΈΣ±ΓΑεΝ§Ϋ”ΒΡ“Μ÷÷÷Ί“ΣΚΗΫ”ΖΫΖ®‘Ύ…ζ≤ζ÷Τ‘λ“Β”–ΙψΖΚΒΡ”Π”ΟΘ§”»Τδ «‘ΎΤϊ≥Β––“ΒΓΘ“‘ΫΈ≥ΒΈΣάΐΘ§ΟΩ“ΜΝΨΫΈ≥Β…œΕΦ”–ΦΗ«ßΗωΚΗΒψΘ§Εχ’β–©ΚΗΒψΒΡ÷ ΝΩ÷±Ϋ””ΑœλΤϊ≥ΒΒΡ Ι”Ο–‘ΡήΓΘΕΤ≤ψΗ÷Αε”κΈόΕΤ≤ψάδ‘ΰΗ÷Αε‘ΎΒψΚΗΙΛ“’–‘ΖΫΟφ”÷’Ιœ÷≥ω≤ΜΆ§ΒΡΧΊ–‘Θ§ΥφΉ≈ΕΤ≤ψΗ÷Αε‘ΎΫΈ≥ΒΙΛ“ΒΒΡ¥σΝΩ Ι”ΟΘ§’ΤΈ’≤ΜΆ§ΕΤ≤ψΤϊ≥ΒΑεΒΡΒψΚΗΙΛ“’ΦΑ–‘ΡήΨΆœ‘ΒΟΖ«≥Θ÷Ί“ΣΓΘ
Τϊ≥ΒΑεΒψΚΗΖΫΖ®
ΒψΚΗ «ΚΗΦΰΉΑ≈δ≥…¥νΫ”Ϋ”ΆΖΘ§≤Δ―ΙΫτ‘ΎΝΫΒγΦΪ÷°ΦδΘ§άϊ”ΟΒγΉη»»»έΜ·ΡΗ≤ΡΫπ τΘ§–Έ≥…ΚΗΒψΒΡΒγΉηΚΗΚΗΫ”ΖΫΖ®ΓΘΒψΚΗΙΐ≥ΧΆ®≥Θ”–3Ηω±Υ¥ΥœΈΫ”ΒΡΫΉΕΈΘΚΚΗΦΰ‘ΎΒγΦΪΦδ‘Λœ»―ΙΫτΘΜΆ®ΒγΚσΑ―ΚΗΫ”«χΦ”»»ΒΫ“ΜΕ®Έ¬Ε»ΘΜ‘ΎΒγΦΪ―ΙΝΠΉς”Οœ¬ά以ΓΘΒψΚΗ ±”…”Ύ“ΜΕ®÷±ΨΕΒγΦΪΒΡΦ”―ΙΘ§ Ι±ΜΚΗΙΛΦΰ±δ–ΈΘ§«“Ϋω‘ΎΚΗΫ”«χΫτΟήΫ”¥Ξ–Έ≥…ΒγΝςΆ®ΒάΘ§ΕχΤδΥϊ≤ΩΖ÷≤ΜΙΙ≥…ΒγΝςΆ®ΒάΘ§¥”Εχ‘ΎΚΗΫ”«χ”ρΒΟΒΫΦΪΗΏΒΡΒγΝςΟήΕ»ΓΘ

Τϊ≥ΒΑεΚΗΫ””Αœλ“ρΥΊ
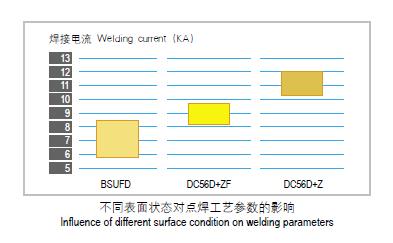
A.ΕΤ≤ψ÷÷άύΓΔΕΤ≤ψΚώΕ»ΓΔΗ÷ΑεΚώΕ»Ε‘ΚΗΫ”–‘ΡήΒΡ”ΑœλΕΤ–ΩΗ÷Αε”κΤ’Ά®άδ‘ΰΗ÷Αε‘ΎΒψΚΗ ±±μœ÷≥ω≤ΜΆ§ΒΡΙΛ“’–‘Θ§’β÷÷≤ν“λ÷ς“Σ «“ρΕΤ≤ψΒΡ”Αœλ‘λ≥…ΒΡΓΘ“‘ΕΤ–ΩΑεΈΣάΐΘ§”…”Ύ–Ωœ»»έΜ·Θ§≤Δ≤ζ…ζ–ΩΜΖΘ§¥”Εχ Ι ‘―υ’φ ΒΒΡΫ”¥ΞΟφΜΐά©¥σΘ§ ΒΦ ΒγΝςΟήΕ»Φθ–ΓΘ§Υυ“‘ΈΣΒΟΒΫΆ§―υ≥Ώ¥γΒΡ»έΚΥΘ§ΚΗΫ”ΕΤ–ΩΗ÷ΑεΒΡΚΗΫ”ΒγΝς“Σ±»ΈόΕΤ≤ψΗ÷ΑεΒΡ¥σΓΘ
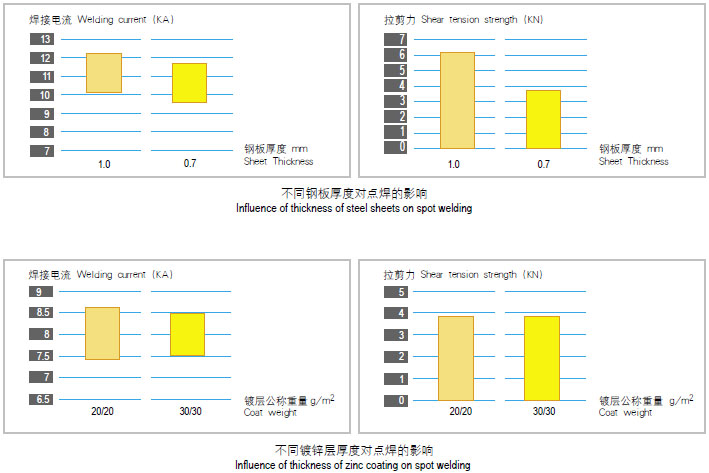
‘ΎΤδΥϋ≤Έ ΐœύΆ§ΕχΕΤ≤ψΚώΕ»≤ΜΆ§ ±Θ§ΥφΕΤ≤ψΚώΕ»ΒΡ‘ωΦ”Θ§Ήν–ΓΚΗΫ”ΒγΝςImin“Σ…ΐΗΏΘ§Ήν¥σΚΗΫ”ΒγΝςImax“Σœ¬ΫΒΘ§÷¬ ΙΩ…ΚΗΒγΝςΖΕΈßΦθ–ΓΓΘ
‘ΎΤδΥϋ≤Έ ΐœύΆ§ΕχΗ÷ΑεΚώΕ»≤ΜΆ§ ±Θ§‘ρΚΗΫ”ΒγΝςΥφΑεΚώΒΡ‘ωΦ”Εχ…ΐΗΏΘ§ΒΪΩ…ΚΗΒγΝςΖΕΈßΩμΕ»±δΜ·≤Μ¥σΘ§ΚΗΒψΒΡά≠Φτ«ΩΕ»≤ν“λΫœ¥σΓΘ
B. ΚΗΫ”ΒγΝςΓΔΚΗΫ” ±ΦδΒΡ”ΑœλΚΗΫ”ΒγΝςΕ‘ΚΗΒψΨ≤‘Ί«ΩΕ»ΒΡ”Αœλœ‘÷χΘ§‘ΎΩ…ΚΗΒγΝςΖΕΈßΡΎΚΗΒψΨ≤‘Ί«ΩΕ»ΥφΚΗΫ”ΒγΝς‘ωΦ”Εχ‘ω¥σΓΘ‘ΎΩΩΫϋΒγΝςœ¬œόΒΡ«χ”ρΘ§ΥφΒγΝςΒΡ‘ωΦ”ΚΗΒψ«ΩΕ»ΒΡ‘ω≥ΛΥΌΕ»±»ΩΩΫϋΒγΝς…œœό ±ΩλΓΘ
ΈΣΝΥΒΟΒΫΚœΗώΒΡ»έΚΥ≥Ώ¥γΚΆΚΗΒψ«ΩΕ»Θ§ΚΗΫ” ±Φδ”κΚΗΫ”ΒγΝς‘Ύ“ΜΕ®ΖΕΈßΡΎΩ…“‘ΜΞ≤ΙΓΘΈΣΝΥΜώΒΟ“ΜΕ®«ΩΕ»ΒΡΚΗΒψΘ§Ω…“‘≤…”Ο¥σΚΗΫ”ΒγΝςΚΆΕΧ ±ΦδΘ®«ΩΙφΖΕΘ©Θ§“≤Ω…“‘≤…”Ο–ΓΚΗΫ”ΒγΝςΚΆ≥Λ ±ΦδΘ®»θΙφΖΕΘ©ΓȯÔϫΩΧθΦΰΚΆ»θΧθΦΰΘ§»ΓΨω”ΎΫπ τΒΡ–‘ΡήΓΔΚώΕ»ΓΘ
C. ΒγΦΪ―ΙΝΠΓΔΒγΦΪ–ΈΉ¥ΦΑ≤ΡΝœΒΡ”Αœλ‘Ύ‘ω¥σΒγΦΪ―ΙΝΠΒΡΆ§ ±Θ§‘ω¥σΚΗΫ”ΒγΝςΜρ―”≥ΛΚΗΫ” ±ΦδΘ§“‘Ο÷≤ΙΒγΉηΦθ–ΓΒΡ”ΑœλΘ§Ω…“‘±Θ≥÷ΚΗΒψ«ΩΕ»≤Μ±δΓΘ≤…”Ο’β÷÷ΚΗΫ”ΧθΦΰ”–άϊ”ΎΧαΗΏΚΗΒψ«ΩΕ»ΒΡΈ»Ε®–‘ΓΘΒγΦΪ―ΙΝΠΙΐ–ΓΘ§ΫΪ“ΐΤπ≈γΫΠΘ§“≤Μα ΙΚΗΒψ«ΩΕ»ΫΒΒΆΘΜΒγΦΪ―ΙΝΠΙΐ¥σΘ§ ΙΚΗΫ”«χ―ΙΚέΧΪ…νΘ§Φθ±Γ―œ÷ΊΘ§“≤Μα ΙΚΗΒψ«ΩΕ»ΫΒΒΆΓΘ
Β±ΤδΥϋ≤Έ ΐ≤Μ±δ ±Θ§ΒγΦΪΕΥΟφ≥Ώ¥γ‘ω¥σΘ§‘ρΒγΦΪ”κ ‘―υΫ”¥ΞΟφΜΐ‘ω¥σΓΔΒγΝςΟήΕ»Φθ–ΓΓΔ…Δ»»–ßΙϊ‘ω«ΩΘ§Ψυ ΙΚΗΫ”«χΦ”»»≥ΧΕ»Φθ»θΘ§“ρΕχ»έΚΥ≥Ώ¥γΦθ–ΓΘ§ ΙΚΗΒψ≥–‘ΊΡήΝΠΫΒΒΆΓΘΥφΒγΦΪΕΥΆΖΒΡ±δ–ΈΚΆΡΞΥπΘ§Ϋ”¥ΞΟφΜΐΫΪ‘ω¥σΘ§ΚΗΒψ«ΩΕ»ΫΪΫΒΒΆΓΘ
Βδ–ΆΤϊ≥ΒΑεΒψΚΗΙΛ“’
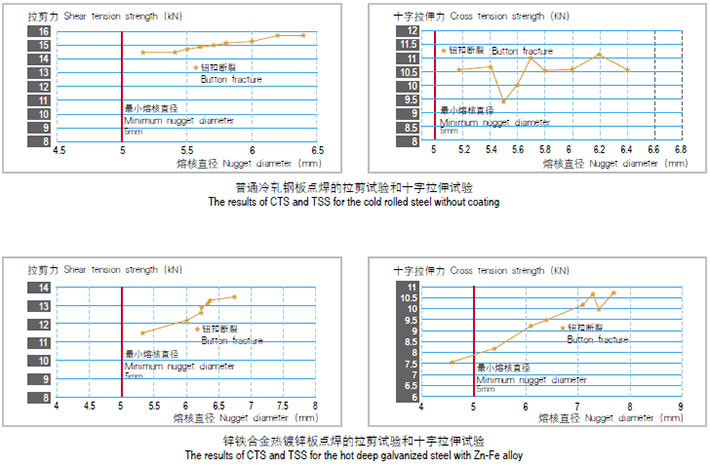
ΚΗΫ”ΒγΝςΒΡœ¬œό“‘‘ –μΉν–Γ»έΚΥ≥Ώ¥γΈΣ±ξΉΦΓΘΚΗΫ”ΒγΝςΒΡ…œœό“‘≤ζ…ζΖ…ΫΠΜρΒγΦΪ”κΗ÷Αε’≥Ν§ΈΣ±ξΉΦΓΘ
Βδ–ΆΤϊ≥ΒΑεΒψΚΗΫ”ΆΖ–‘Ρή
ΒψΚΗΫ”ΆΖ«ΩΕ»”ΟΩΙΦτΝΠ”κ’ΐά≠ΝΠά¥ΤάΕ®ΓΘ’ΐά≠ΝΠFn”κΩΙΦτΝΠFsΒΡ±»÷ΒΘ®K=Fn/FsΘ©≥ΤΈΣΦτ–‘±»Θ§ΥϋΒΡ ΐ÷Β‘Ϋ¥σΘ§Ϋ”ΆΖΒΡΥή–‘‘ΫΚΟΓΘ’ΐά≠ΝΠFnΆ®Ιΐ °Ή÷ά≠…λ ‘―ι(CTS) ΜώΒΟΘΜΩΙΦτΝΠFsΆ®Ιΐά≠Φτ ‘―ιΘ®TSSΘ©ΜώΒΟΓΘ
Τϊ≥ΒΑεΦΛΙβΤ¥ΚΗ
ΦΛΙβΘ®LASERΘ© «…œ άΦΆΝυ °Ρξ¥ζ≥ωœ÷ΒΡ“Μœν–¬ΦΦ θΘ§ΥφΚσάϊ”ΟΦΛΙβΫχ––Φ”ΙΛΘ§±Μ÷πΫΞ”Π”Ο”ΎΤϊ≥ΒΓΔΚΫΩ’ΓΔΜζ–ΒΓΔΒγΉ”ΓΔ“ΫΝΤΈά…ζΒ»Ης––Ης“Β÷–ΓΘΤϊ≥ΒΙΛ“ΒΒΡΖ…ΥΌΖΔ’ΙΘ§”÷ΆΤΕ·ΝΥΦΛΙβΦ”ΙΛΦΦ θΒΡ―ΗΥΌΖΔ’ΙΓΘΦΛΙβΤ¥ΚΗΦΦ θΦ¥ΫΪ‘≠ά¥”…ΦΗΩι≤ΜΆ§ΚώΕ»ΚΆ≤ΜΆ§«ΩΕ»Αε≤ΡΖ÷±π≥ε―Ι≥…Νψ≤ΩΦΰΘ§»ΜΚσΚΗΫ”≥…’ϊΧεΦΰΒΡΙΛ–ρΘ§ΗΡ≥…œ»ΫΪ≤ΜΆ§«ΩΕ»ΚΆ≤ΜΆ§ΚώΕ»ΒΡΑε≤Ρ≥ε≤ΟΓΔΚΗΫ”≥…’ϊΧεΟΪ≈ςΘ§»ΜΚσΫχ––’ϊΧε≥ε―Ι≥…–ΆΓΘ
Τϊ≥ΒΑεΦΛΙβΤ¥ΚΗΒΡ”≈Βψ
1 ≤ΜΆ§≤ΡΝœΒΡ»Έ“βΉιΚœΓΘΦΛΙβΤ¥ΚΗΑεΩ…“‘ΫΪ≤ΜΆ§Η÷÷÷ΓΔ≤ΜΆ§ΚώΕ»ΓΔ≤ΜΆ§±μΟφΉ¥Χ§ΒΡΗ÷ΑεΉιΚœ‘Ύ“ΜΤπΘ§“‘¬ζΉψ…ηΦΤ’Ώ‘ΎΕ‘Τϊ≥Β≤ΜΆ§≤ΩΈΜΫχ––…ηΦΤ ±Θ§Ε‘≤ΡΝœΒΡ≤ΜΆ§“Σ«σΘ§»γΕ‘“ΉΗ· ¥ΒΡ≤ΩΈΜΘ§Ω…≤…”ΟΆΩΕΤ≤ψΗ÷ΑεΘΜΕ‘≤Μ ή‘ΊΚ…ΒΡ≤ΩΈΜΩ…≤…”Ο«ΩΕ»Β»ΦΕΫœΒΆΒΡΗ÷ΑεΜρ≤…”Ο±»‘≠œ»Ηϋ±ΓΒΡΗ÷ΑεΘΜΕ‘≥– ή‘ΊΚ…Ϋœ¥σΒΡ≤ΩΈΜ‘ρΩ…≤…”ΟΗΏ«ΩΕ»Η÷ΑεΒ»Θ§¥”ΕχΫΒΒΆΗ÷≤ΡœϊΚΡΘ§Φθ«α≥Β…μ÷ΊΝΩΘ§Ήν÷’ΫΒΒΆΤϊ≥ΒΡήΚΡΘ§Φθ…ΌΜΖΨ≥Έέ»ΨΓΘ
2 ΝψΦΰΉιΚœ“ΜΧε≥…–ΆΓΘ≤…”ΟΦΛΙβΤ¥ΚΗΑεΩ…“‘ΫΪΡ≥–©‘≠ά¥”…ΦΗΗωΝψΦΰΤ¥Ϋ”ΒΡΝψΦΰΉιΚœ Βœ÷“ΜΧε≥…–ΆΘ§Φ»ΧαΗΏΝΥ≥Β…μΒΡΉΑ≈δΨΪΕ»Θ§”÷Ω…ΦρΜ·ΙΛ–ρΓΔΦθ…ΌΡΘΨΏ…η±ΗΘ§ΫΒΒΆ÷Τ‘λ≥…±ΨΓΘ
3 ΧαΗΏΫαΙΙΒΡΩ…ΩΩ–‘ΚΆΑ≤»Ϊ–‘ΓΘ”…”Ύ≤…”ΟΝΥΝ§–χΒΡΦΛΙβΚΗΖλ¥ζΧφΝΥ≤ΜΝ§–χΒΡΒψΚΗ Θ§ΗΡ…ΤΝΥΫαΙΙΗ’–‘Θ§Ά§ ±Θ§‘Ύ–η“ΣΦ”«ΩΒΡ≤ΩΈΜΘ§ Ι”ΟΝΥΗΏ«ΩΑεΚΆΚώΙφΗώΗ÷ΑεΘ§¥”ΕχΧαΗΏΝΥ’ϊΗω≥Β…μΫαΙΙΒΡΩ…ΩΩ–‘ΚΆΑ≤»Ϊ–‘ΓΘ
Θ§ΗΡ…ΤΝΥΫαΙΙΗ’–‘Θ§Ά§ ±Θ§‘Ύ–η“ΣΦ”«ΩΒΡ≤ΩΈΜΘ§ Ι”ΟΝΥΗΏ«ΩΑεΚΆΚώΙφΗώΗ÷ΑεΘ§¥”ΕχΧαΗΏΝΥ’ϊΗω≥Β…μΫαΙΙΒΡΩ…ΩΩ–‘ΚΆΑ≤»Ϊ–‘ΓΘ
4 ¬ζΉψΤϊ≥ΒΕ‘ΩμΖυΑεΒΡ–η«σΓΘ ή‘ΰΜζΩμΕ»ΒΡœό÷ΤΘ§Ρή…ζ≤ζΩμΖυΑεΒΡ≥ß≤ΜΕύΓΘΕχ≤…”ΟΦΛΙβΤ¥ΚΗ…ζ≤ζΩμΖυΑε±»Ϋœ»ί“ΉΓΘ
ΦΛΙβΤ¥ΚΗΑε≥ȔϔϢΨ
ΦΛΙβΤ¥ΚΗΑεΒΡ’β–©”≈Βψ‘Ύ…ζ≤ζ÷–Χεœ÷ΈΣΗΏ÷ ΝΩΓΔΗΏ–߬ ΓΔΒΆ≥…±ΨΓΘULSABœνΡΩ‘Ύ“ΜΝΨΫΈ≥Β…œΘ§Ι≤”ΟΝΥ16ΗωΤ¥ΚΗΑε≥ε―ΙΦΰΘ§”…”Ύ―Γ”ΟΝΥΤ¥ΚΗΑεΘ§≥Β…μΝψΦΰ ΐΝΩ‘ΦΦθ…Ό20%Θ§Φθ÷Ί25%ΓΘΦΛΙβΤ¥ΚΗΑε“―±ΜΙψΖΚ”Ο‘ΎΤϊ≥ΒΡΎΟ≈ΑεΓΔΉίΝΚΓΔΒΉΑεΓΔΝΔ÷υΒ»Εύ÷÷Τϊ≥ΒΡΎ≤ΩΫαΙΙΦΰΓΘ

